
Датчики угла поворота для систем сборки
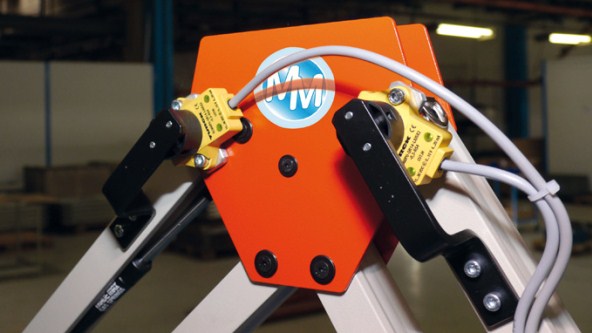
Сборочные системы с параллельными рычагами от компании Möve-Metall оснащены индуктивными угловыми датчиками RI Turck для проверки того, что винты устанавливаются в полном соответствии техническим условиям





{kind=link}
{kind=link}
{kind=link}
Компания Möve-Metall, базирующаяся в Тюрингии (Германия), производит сборные устройства с параллельными рычагами или другими, так называемые реактивными, рычагами. Компания Möve-Metall проектирует и производит сборочное и испытательное оборудование для поставщиков автомобильных деталей. Компания разработала параллельный рычаг с определением его положения для использования в процессе сборки. Это позволяет измерять положение при операциях с винтами и заклепками и надежно предотвращает неправильную установку деталей.
«Механическая отвертка зажимается в параллельном рычаге. Работа основана на принципе параллелограмма и обеспечивает точное и воспроизводимое позиционирование отвертки», — говорит Михаэль Циммерманн (Michael Zimmermann), технический менеджер компании. Контроль положения на трех сочленениях параллельного рычага обеспечивается индуктивными угловыми датчиками компании Turck. Дополнительным преимуществом является то, что при этом возможно измерить усилия, возникающие в процессах сборки. Это позволяет устранить влияние реактивных изгибающих моментов на пользователя.
Параметры для каждого набора винтов хранятся в контроллере. Если оператор хочет ввернуть первый винт, он переводит рычаг в соответствующее положение. Контроллер регистрирует правильное положение и подает питание или сжатый воздух на отвертку (первый этап). Оператор заворачивает винт до тех пор, пока контроллер не зарегистрирует необходимое количество поворотов отвертки (второй этап) и достижение требуемого крутящего момента (третий этап), которые гарантируют правильную установку винта. Только после того, когда эти три этапа будут зарегистрированы контроллером, может быть установлен следующий винт. Если последовательность была запрограммирована заранее, то можно установить только тот винт, который был сохранен в контроллере как второй винт.
Датчики с большим допуском
«Контроль положения является относительно новой операцией. Он обеспечивает дополнительный уровень безопасности в процессе сборки и легко реализуется с помощью углового индуктивного датчика. Большим преимуществом датчика компании Turck является его бесконтактная работа, не требующая никакого механического соединения с элементом позиционирования. Допуск четыре миллиметра на смещение позиционирующего элемента значительно помогает нам в процессе сборки: мы больше не должны так точно позиционировать и защищать датчика от контакта, так как незначительные толчки больше не влияют на измерения», — объясняет Циммерманн.
Еще одним преимуществом датчика угла поворота RI является его устойчивость к воздействию магнитных полей и металлических сред. Большинство других датчиков на рынке имеют механическое соединение между поворотным датчиком положения и чувствительным элементом или подвержены воздействию магнитных полей, создаваемых мощными двигателями или сварочным оборудованием.
- Автопром
- Штамповка
- Кузовной цех
- Покрасочный цех
- Финальная сборка
- Силовая установка
- Успешные внедрения
- Модули RFID и модули ввода/вывода для безопасной смены инструмента
- Проводной интерфейс IO-Link для производства глушителей
- Идентификация держателя заготовок в произвидстве вентиляционных клапанов
- Детектирование приварных гаек
- Отслеживаемость RFID
- RFID в производстве двигателей
- RFID в производстве бамперов
- Решения для покрасочного цеха
- Датчики для сварочных и сборочных процессов
- Датчики угла поворота для систем сборки
- Идентификация инструмента
- Система Pick-to-Light в сборочном производстве приборной панели
- RFID идентификация форсунок
- RFID в кузовном цехе
- Интерфейс IO-Link упрощает производство дифференциальной передачи
- Химия
- Энергетика
- Пищевая отрасль
- Управление высотой теста в тестораскатывающих машинах
- Идентификация контейнеров для пищевых продуктов
- Проверка контейнера
- Определение положения клапана
- Определение колена трубопровода
- Идентификация шоколадных форм
- Успешные внедрения
- Бесконтактный датчик положения в картофельном производстве
- Применение устройств радиочастотной идентификации (RFID), работающих в УВЧ диапазоне, на оптовой продуктовой базе
- Радиочастотная идентификация в производстве шоколада
- Система распределенного ввода/вывода для пищевого оборудования
- Удаленный ввод/вывод для перегонных заводов
- RFID и автоклавы
- Прозрачность в производстве шоколада
- Блоки питания для конвейеров в IP67
- Идентификация в хранении продуктов питания
- Колёсная техника
- Контроль расхода материала на зерноуборочном комбайне
- Определения углового положения стрелы
- Подсветка отсека оборудования на пожарных машинах
- Двухкоординатное измерение наклона зерноуборочного комбайна
- Успешные внедрения
- Access Control with RFID System
- Блочные модули ввода/вывода на Супер Яхте
- Износостойкий датчик положения на самоотвозном земснаряде
- Распределенный ввод/вывод для борьбы с пылью
- Охлаждение шкафа
- Быстроразъемное соединение
- Решения по автоматизации для предельно низких температур
- Удаленный ввод/вывод для кранов
- Прочный металлический подъемник
- Позиционирование для «американских горок»
- Решения для передвижного оборудования
- Точное вертикальное позиционирование
- Измерение критического угла
- Датчик угла для измерения высоты подъема платформы
- Нефть и Газ
- Упаковка
- Фармацевтика
- Полупроводники
Select Country
Turck worldwide